
Preheaters - the working principle
Preheaters are designed in two different systems:
- Direct heating (D): The thermoplastic material is heated directly from the burner
Standard capacities: 300 L, 500 L, 750 L, 1000 L (660 Lb wt, 1100 Lb wt, 1650 Lb wt, 2200 Lb wt) - Indirect heating (ID): The thermoplastic material is heated via thermal transfer oil in a separate chamber heated by the burner
Standard capacities: 250 L, 400 L, 600 L, 800 L, 1100 L, 1600 L, 2500 L (550 Lb wt, 880 Lb wt, 1320 Lb wt, 1760 Lb wt, 2420 Lb wt, 3520 Lb wt, 5500 Lb wt)
The burner is powered either by diesel oil or propane gas. However, the version we can see is most popular on the market is with diesel burners. Diesel has the advantage that it is not considered as dangerous goods when transported on a truck. Furthermore, it is easier to handle and refill diesel in a fuel tank than exchanging the propane tanks for the gas burner.
The preheaters are also supplied with a thermostat for thermoplastic material temperatures from +50 °C (122 °F) to 270 °C (+482 °F). This includes an integrated display showing actual thermoplastic temperature.
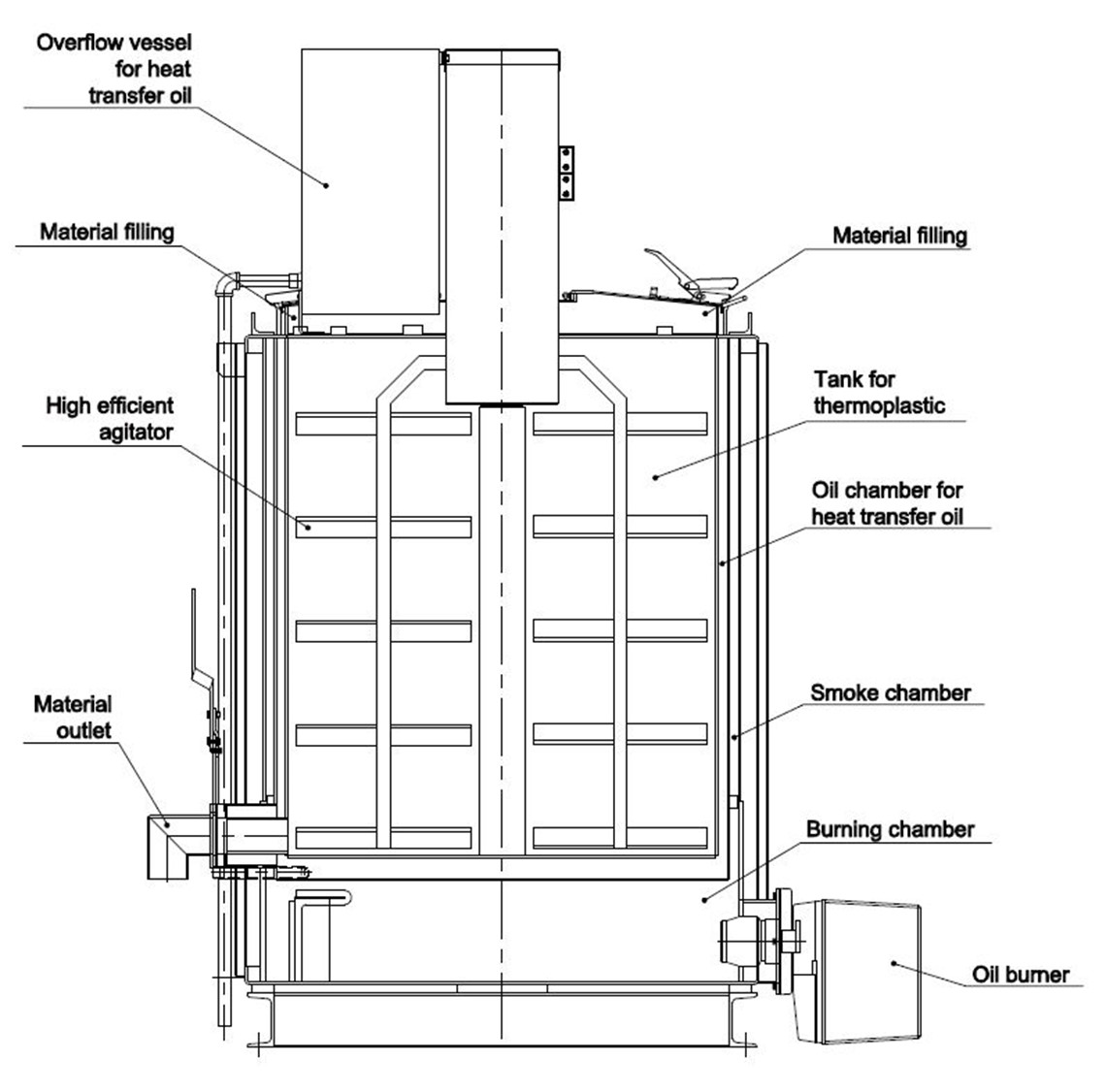
Indirect heating via thermal oil
The thermoplastic material is heated via thermal transfer oil in a separate chamber heated by the burner. The oil chamber is found in the preheater's side walls. Therefore, the heating of the thermoplastic material is done from various angles due to the oil chambers surrounding the preheater. This is different compared to the direct heating system where the heating is done from one location - the bottom of the preheater.
ADVANTAGES OF INDIRECT HEATING
- Better thermal control secures gentle handling of the thermoplastic material. This ensures optimal application conditions in the temperature working area – maximum heating without risk of material damage
- Safe heating conditions via the uniform heat distribution from the thermal oil
- Uniform storage temperature in all parts of the preheater – no hot spots
- Longer lifetime of the preheater due to the more gentle heat supply from the burner – no overheating of the steel parts
Direct heating via burner
The thermoplastic material is heated directly from the burner, which is placed at the bottom of the preheater. Therefore, the heating of the thermoplastic material is done from this one location - the bottom of the preheater. This is different compared to the indirect system where the heating of the thermoplastic material is done from various angles due to the thermal transfer oil found in the oil chambers surrounding the preheater.

ADVANTAGES OF DIRECT HEATING
- Quick heating time due to the burner only needing to heat the steel of the preheater – no thermal oil as an in-between medium
- Higher melting capacity due to more effect heating in the preheater, which then heats and melts the thermoplastic
- Simple construction – no thermal oil reservoir is build into the construction
- Lower cost price due to the more simple construction
High-speed agitator and mixing arms for efficient mixing
Both the direct and indirect preheaters are equipped with the high-speed agitator and mixing arms, which ensures a perfect mixing of the thermoplastic. The agitator is capable to turn both clock wise (CW) and counter-clockwise (CCW).
As an option, it is possible to mount an automatic reversing agitator on the preheater with variable speed. With this option, it is possible to rotate the agitator slowly when the solid bags with thermoplastic are filled into the preheater and gradually increase the speed as they melt.
The automatic reversing agitator can be set to run CW e.g. 60 seconds, then 5-second pause, then again 15 seconds CCW; this will be repeated continuously when the agitator is set on automatic. Such automatic cycle sequences are a major benefit to uniform the thermoplastic when being melted.

Choosing the optimal preheater capacity
To ensure a continuously road marking process it is important to choose the proper size of the preheater. This is done by calculating the material consumption of the road marking machine from the following factors:
- Speed of the machine in km/h
- Marking amount per day
- Mass of the road marking material calculated from marking width, pattern, thickness, and density of thermoplastic ρ ~2 kg/liter
A rule of thumb indicates the total preheater volume must be minimum four times the tank capacity of the marking machine; e.g. for a BM 3000 T machine with a material capacity of 445 L, it is advised to have a minimum preheater material capacity of 4 X 445 liters (4 x 979 lb wt) = 1780 L. In order to make melting as efficient as possible, we recommend having this material capacity distributed in two preheaters instead of one (e.g. 2 preheaters of 800 L).
Please address Borum for advice for selecting preheaters.
TIPS FOR CORRECT PREHEATER USE, MAINTENANCE & MELTING TEMPERATURE
It is a good idea NOT to keep an empty or low material level in the preheater when the preheater is turned on. If the preheater is running for multiple hours while having a low material level, the walls of the preheater can get affected.
At longer breaks in the application work, it is recommended to decrease the temperature at all thermoplastic thermostats, or you can completely turn off the oil burner and keep an eye on the temperature.